

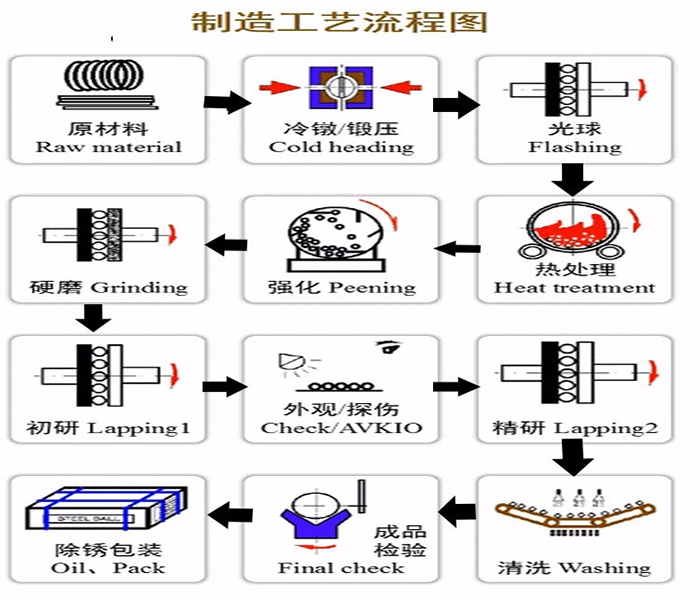
Teraskuulide lihtne tootmisprotsess
Pallitooriku vormimine → rõnga eemaldamine → töötlemata lihvimine → pehme lihvimine → kuultoorikute vormimine → sile kuul (või viilimine → pehme lihvimine) → kõva lihvimine → peenlihvimine → täppislihvimine (või poleerimine) → ülitäppislihvimine.
Teraskuulide üksikasjalik tootmisprotsess
1. Traadi tõmbamine: venitage traat soovitud läbimõõduni, kasutades traadi tõmbamismasinat;
2. Külmpea (sepistamine): asetage tõmmatud traat teraskuuli külmotsingu masinasse ja kasutage masina sees olevat terasvormi, et sepistada see kuultoorikuks;
3. Lightball: kaks malmist lihvimiskuuli ümmargust plaati Lightball masina sees vajutage ja viilige külma pealkirjaga embrüot, et eemaldada embrüo välimine rõngas ja kaks poolust;
4. Pehme pall: kaks malmist lihvimiskuuli ümmargust plaati pehme palli masina sees viilivad kerge palli embrüo, et lihvida see vajaliku palli läbimõõdu ja pinna karedusega;
5. Kuumtöötlemine: asetage pall kuumtöötlemisahju, karboniseerides, kustutades ja karastades, et anda sellele teatud karburiseeriv kiht, kõvadus, sitkus ja muljumiskoormus;
6. Kõva lihvimine: Lihvimismasina sees olev lihvketta ketas survestab ja lihvib kuumtöödeldud kuuli tooriku, et eemaldada kuuli pinnalt must oksiidikiht ja korrigeerida kuuli täpsust;
7. Täppislihvimine/poleerimine: Täppislihvimine: lihvimispalli embrüo lihvimine täppislihvimismasinas, et saavutada valmistoote nõutav täpsus ja sujuvus;
Poleerimine ja puhastamine: Valage pall poleerimistrumlisse ja pöörake seda, seejärel puhastage sfääriline pind poleeriva puhastusvahendi ja veega, et muuta see puhtaks ja läikivaks;
8. Välimuse valik: kasutage käsitsi visuaalset kontrolli, et kontrollida teraskuuli pinnal esinevaid defekte, ja mõõta mikromeetrit tegeliku ümaruse, partii läbimõõdu varieeruvuse mõõtmiseks ja pinnakareduse mõõtmiseks kasutada lõpliku kontrollina pinna karedust;
9. Pakendamine: Katke teraskuulid/roostevabast terasest kuulid/laagriga teraskuulid roostevastase õliga ja pakkige need pappkarpidesse või kootud kottidesse.
Tehnoloogia arenedes on nõudlus suurte raskeveokite laagrite järele seadmeid tootvas tööstuses nii kvantiteedi kui ka kvaliteedi osas veelgi kasvanud ning vastavalt tuleb tõsta ka suurte laagrite teraskuulide kvantiteedi ja kvaliteedi nõudeid. Teraskuuli partii läbimõõt peaks olema väike, teraskuuli pinna karedus peaks olema väike, täpsus peaks olema suur ning teraskuuli südamiku kõvaduse ja pinna kõvaduse erinevus peaks olema väike. Suurte laagrite teraskuulide läbimõõt on nüüd jõudnud 150-200 mm-ni.
Suurte laagrite teraskuulide tootmisprotsess erineb tavaliste spetsifikatsioonide omast. Tehakse järgmine võrdlus:
1. Suurte laagrite teraskuulide tootmisprotsess:
Lõikamine - sepistamine - Lõõmutamine - Treimine Töötlemine - Kuumtöötlus - Kõva lihvimine - Esialgne uuring - Täppisuuringud;
2. Tavaliste spetsifikatsioonidega laagritega teraskuulide tootmisprotsess:
Traadi tõmbamine - Külm suund - Kerge pall - Pehme pall - Kuumtöötlus - Kõva lihvimine - Peenlihvimine;
Imporditud laagrite teraskuulide tootmisprotsess
1) Tootmisseadmete tootmine imporditud laagrite teraskuulidega
2) Esiteks liigutage hüdrosilindrit, et lihvplaati edasi lükata, kuni laagri teraskuul saab asetada kahe lihvplaadi vahele.
3) Paigaldage kuuli väljalaskeava ja hoidke seda lahti. Lööge spindlile, et täita kahe lihvplaadi vaheline ruum teraskuulidega, ja reguleerige kuuli väljalaskeava
Palli kogumise tera kinnitatakse tihedalt lihvplaadi (või lihvketta) otsapinna külge ja kinnitatakse kuuli väljalaskeava külge. Siinkohal on soovitatav avaldada kahele lihvplaadile survet, et kroomterasest kuul pöörlema panna.
4) Sulgege kaitsekate, käivitage veepump, käivitage materjalisalv ja käivitage peavõll.
5) Vastavalt iga tehase protsessiharjumustele reguleerige spindli ja materjalisalve kiirust ning reguleerige kuulide kogust, et tagada juhtplaadi igas soones olevate teraskuulide ühtlane jaotus.
Ühtlaselt jaotunud ja mitte kattuvad.
6) Reguleerige jahvatusrõhku, keerake juhtpaneeli rõhulüliti avatud asendisse, reguleerige hüdrojaama paneeli rõhu suurendamise ventiili ja tõstke see üles.
Täpsustage rõhk ja lukustage see igas tehases ning pöörake tähelepanu hüdrosüsteemile, et käivitamise ajal rõhku säilitada.
7) Tavalistes töötingimustes on vaja regulaarselt jälgida peremehe tööolekut, survet ning sujuvat sisenemist ja väljumist.
8) Kui teraskuul saavutab määratud suuruse ja pinnakvaliteedi, vähendage esmalt töörõhku ja seejärel vajutage peamist seiskamisnuppu.
9) Valmistage konteiner laagri teraskuuli eemaldamiseks ette.